发布时间:2021-06-30
在东莞精密零件加工中有平面加工、孔内加工等,但槽的加工你知道吗?槽的东莞精密零件加工应该是比较难加工的一个也是对刀具要求比较高的。
1、对于宽度和深度值相对较小且精度要求较低的凹槽,可以使用与凹槽相同宽度的工具直接切割成一次性成型方法。刀具切入低槽后,可以使用延迟命令使刀具停留短时间。修整凹槽的低圆度,退刀时可采用工进速度。
2、对于宽度值较小但深度值较大的深槽零件,为了避免刀具的前压力过高以及在开槽过程中由于切屑清除不佳而导致刀具损坏的现象,应分次进给被采用。在该方法中,刀具切入工件一定深度后,东莞精密零件加工停止进给并退回一定距离,以达到断屑,排屑的目的。同时请尝试选择强度更高的刀具。
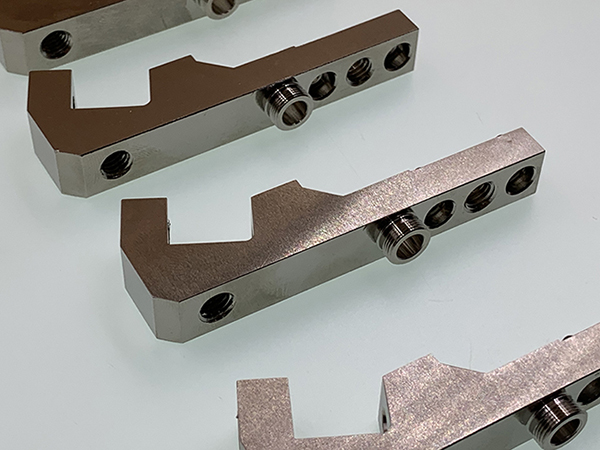
3、宽槽的切削,为了切出宽槽,通常将比刀具的宽度大的槽称为宽槽。宽槽的宽度和深度具有相对较高的精度要求和表面质量。在切割宽槽时,通常使用一排工具进行粗加工,然后使用细槽刀切割槽的一侧,直到槽低,而东莞精密零件加工槽的高度与槽的另一侧一样低凹槽,然后沿侧面退出。
因此,东莞精密零件加工零件槽时加工槽最应注意的是同轴度、对称度,槽深一些问题不大,但是键槽的宽度尺寸一定要保证,宽度尺寸一定不能大。